Phenolic Foam Board Manufacturing Process and Quality Control
2026-06-01 21:04:42
Phenolic foam board manufacturing requires precise control of resin chemistry, foaming parameters, and curing conditions to produce rigid insulation boards with consistent density, cell structure, and thermal performance characteristics demanded by building construction and industrial applications. The manufacturing process, performed by specialized insulation material producers, combines phenol-formaldehyde resin systems with acidic catalysts and blowing agents in continuous or batch production equipment that transforms liquid reactants into finished insulation products through controlled exothermic polymerization. Understanding phenolic foam production technology, process variables, and quality control requirements enables insulation manufacturers to optimize product performance and maintain consistent manufacturing quality.
Resin Formulation and Chemistry
Phenolic foam production begins with resole-type phenol-formaldehyde resin synthesized under controlled alkaline conditions with molar ratios (F/P typically 1.5-2.5) that produce hydroxymethyl-functional oligomers capable of further cross-linking during foam curing. Resin viscosity (typically 2000-6000 mPa·s at 25°C) governs processability and foam cell structure development, with viscosity control through molecular weight distribution adjustment and moisture content management. Resin storage stability (typically 3-6 months at 20°C) requires careful monitoring to prevent premature gelation that renders resin unsuitable for foam production.
Acidic catalyst selection (commonly sulfuric acid, phosphoric acid, or organic sulfonic acids) controls reaction kinetics that govern foam rise time, set time, and final cell structure. Catalyst concentration and activity determine the balance between foam expansion and polymer cross-linking rates, with proper balance producing uniform closed-cell structure without collapse or excessive open cells. Blowing agents (hydrocarbons or halogenated compounds) provide expansion force through vaporization during exothermic curing reaction. Professional phenolic board manufacturers optimize resin-catalyst-blowing agent formulations for target density, cell structure, and thermal performance specifications.
Continuous Production Technology
Continuous phenolic foam board production employs mixing heads that combine resin, catalyst, blowing agent, and surfactant in precise ratios before dispensing onto moving conveyor belts within containment molds. The mixed reactants flow and expand within fixed-height mold cavities that determine board thickness, with side mold systems controlling board width dimensions. Production line speed (typically 3-8 m/min) coordinates with foam rise and cure kinetics to ensure complete polymerization before board exits the production mold.
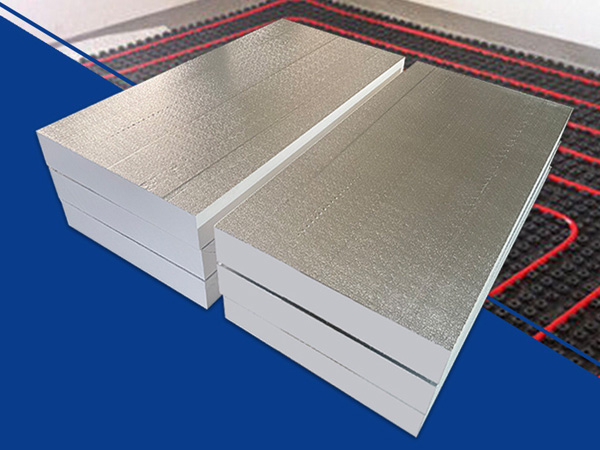
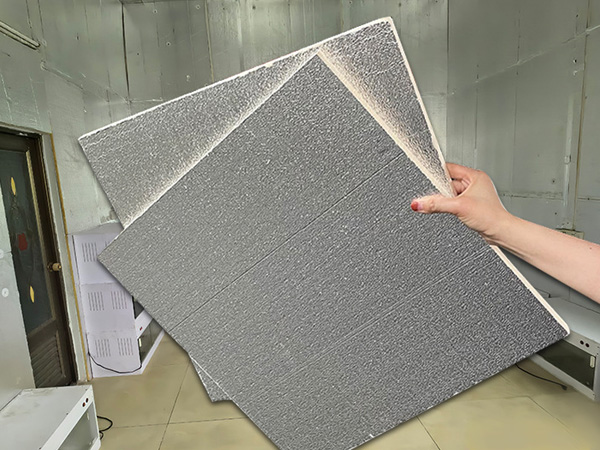
Board facings including aluminum foil, glass fabric, or coated facer materials are applied during production process, integrating with foam surface during curing to create permanent bond without separate adhesive operations. Continuous production enables consistent board properties through steady-state process conditions, with automated monitoring systems tracking mix ratios, conveyor speed, and board temperature profiles to maintain product quality. Leading phenolic foam manufacturers invest in modern production equipment with computer-controlled mixing and process monitoring capabilities that ensure consistent product performance.
Quality Control and Product Testing
Phenolic foam board quality control encompasses raw material verification, in-process monitoring, and finished product testing to ensure compliance with specification requirements and consistent performance characteristics. Raw material testing includes resin viscosity, solids content, and reactivity measurements that confirm incoming material quality before production use. In-process monitoring tracks mix ratios, foam density, board dimensions, and surface quality through automated sensors and operator inspection procedures.
Finished product testing per ASTM C1126 and EN 14314 evaluates thermal conductivity (guarded hot plate or heat flow meter methods), compressive strength, dimensional stability, water absorption, and fire performance characteristics. Thermal conductivity testing at reference conditions (24°C mean temperature) provides specification values, while accelerated aging tests predict long-term thermal performance stability. Professional insulation manufacturers maintain accredited testing laboratories and provide comprehensive product certification documentation including test reports, declarations of performance, and quality certificates for building project submittals.
Environmental and Safety Considerations
Phenolic foam board manufacturing addresses environmental and worker safety considerations through emission control, waste management, and process safety measures that comply with regulatory requirements. Formaldehyde emissions from production processes require capture and treatment systems including scrubbers, condensers, or thermal oxidizers that reduce atmospheric releases below regulatory limits. Cured phenolic foam products emit very low formaldehyde levels (typically well below E1 classification limits), making them acceptable for occupied building applications without indoor air quality concerns.
Production waste management includes foam trim recycling, off-spec product reprocessing, and packaging material recovery programs that minimize landfill disposal and reduce environmental impact. Energy efficiency improvements in production equipment, including heat recovery from exothermic curing reactions, reduce manufacturing energy consumption and product carbon footprint. Leading manufacturers pursue environmental certifications and provide product environmental declarations (EPD) documenting lifecycle environmental performance for sustainable building project requirements.
References
ASTM C1126 - Standard Specification for Faced Rigid Cellular Phenolic Thermal Insulation
EN 14314 - Thermal Insulation Products for Building Equipment - Factory Made Phenolic Foam Products
ISO 9001 - Quality Management Systems - Requirements
EN 16516 - Construction Products - Assessment of Release of Dangerous Substances
ISO 14025 - Environmental Labels and Declarations - Type III Environmental Declarations

It is made from aramid fibers and black PTFE by a special mixed weaving process. High-stren...

Its multidirectional fibrous structure forms a dense sealing layer under compression, with ...

OurFlame Retardant Rubber Foamis a premium closed-cell elastomeric insulation material engi...
OurRubber Pipe Insulationis a high-performance solution designed specifically for HVAC pipi...